 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Məhsullar
- Böyük Məişət Cihazı Kalıbı
- Kiçik Məişət Avadanlıqları Kalıbı
- Plastik məişət hissələri qəlibi
- Plastik Tibbi Avadanlıq Kalıbı
- Plastik Ofis Obyektləri Kalıbı
- Plastik Avtomobil Hissələri Kalıbı
- Plastik Motosiklet Hissələri Kalıbı
- Heyvan Məhsulları Kalıbı
- Kreslo Plastik Kalıbı
- Plastik Sənaye Hissələri Kalıbı
- Plastik Sandıq Enjeksiyon Kalıbı
- Plastik Uşaq Məhsulları Kalıbı
- İncə divarlı plastik qəlib
- PET Preform və Qapaq Kalıbı
- Plastik Boru Quraşdırma Kalıbı
- Plastik Məhsullar
- Digər qəliblər






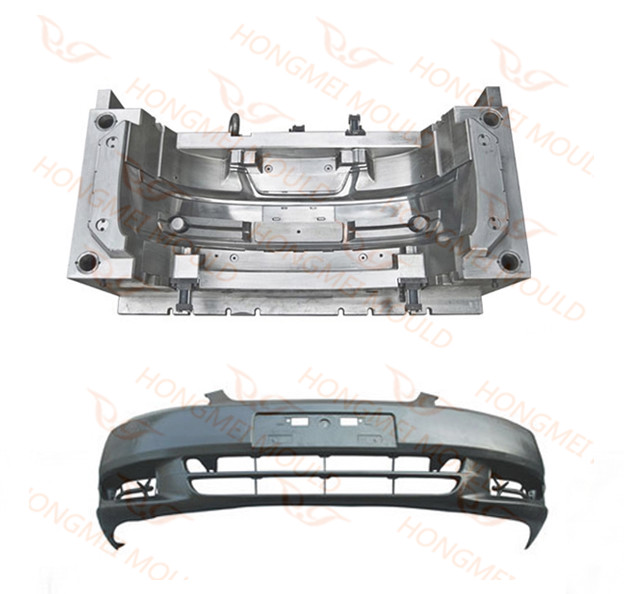

Avtomobil Bamperinin Enjeksiyon Kalıbı
Peşəkar istehsal olaraq sizə yüksək keyfiyyətli Avtomobil Bamperi Enjeksiyon Kalıbını təqdim etmək istərdik. Biz sizə ən yaxşı satış sonrası xidməti və vaxtında çatdırılmanı təklif edəcəyik. Biz peşəkar Çin Avtomobil Bamper Enjeksiyon Kalıbı istehsalçısıyıq, daha çox bilmək istəyirsinizsə, bizimlə əlaqə saxlaya bilərsiniz.
Dərinləşdirmə və detallaşdırma mükəmməl məhsullar verə bilər. İxtisaslaşma yaxşı bir şəkildə qəlib xidməti verə bilər. Hongmei, avtomobil hissələri qəlibinin hazırlanmasında ixtisaslaşan qəlib şirkətidir.
Dərinləşdirmə və detallaşdırma mükəmməl məhsullar verə bilər. İxtisaslaşma yaxşı bir şəkildə qəlib xidməti verə bilər. Hongmei, avtomobil hissələri qəlibinin hazırlanmasında ixtisaslaşan qəlib şirkətidir.
Sorğu göndərin
Məhsul təsviri
Peşəkar istehsal olaraq sizə yüksək keyfiyyətli Avtomobil Bamperi Enjeksiyon Kalıbını təqdim etmək istərdik. Və biz sizə ən yaxşı satış sonrası xidməti və vaxtında çatdırılmanı təklif edəcəyik.Kalıp Xüsusiyyəti
Kalıbın Adı: Avtomobil Bamperinin Enjeksiyon Kalıbı
Kalıbın ölçüsü: 2200×1150×1150mm
Kalıp Ömrü: 500K atış
Dairə vaxtı: 185s
Enjeksiyon qapısı: 5 ucu isti qaçış
Çıxış yolu: ejektor sancağı
Kalıp nüvəsi və boşluq poladı: P20
Maşın: Dakumar 1600T
Çatdırılma müddəti: 95 gün
Kalıbın Adı: Avtomobil Bamperinin Enjeksiyon Kalıbı
Kalıbın ölçüsü: 2200×1150×1150mm
Kalıp Ömrü: 500K atış
Dairə vaxtı: 185s
Enjeksiyon qapısı: 5 ucu isti qaçış
Çıxış yolu: ejektor sancağı
Kalıp nüvəsi və boşluq poladı: P20
Maşın: Dakumar 1600T
Çatdırılma müddəti: 95 gün
Məhsul dizaynından, qəlib dizaynından, qəlib axını təhlilindən bamper qəlib layihəsi üçün işləyən peşəkar komandamız var və xüsusi olaraq Kalıp testi üçün nəzərdə tutulmuş 15-dən çox müxtəlif ölçülü maşın dəstləri var.
Dizayn etməzdən əvvəlAvtomobil Bamperinin Enjeksiyon Kalıbı---KÜF AKIMI

Avtomobil bamper hissəsi tamamilə böyük ölçülərə və yüksək səth tələblərinə malik estetik plastik komponentdir. Beləliklə, məhsulu və kalıbı dizayn etməzdən əvvəl məhsulun deformasiyasını, hissə xəttinin yerini, soyutma suyunun səmərəliliyini, materialın doldurulması məsələsini və s. təhlil etmək üçün Moldflow-dan istifadə etmək daha yaxşıdır.
Kalıp axını xüsusi olaraq aşağıdakı bölmələri təhlil edəcəkdir:
1. Axın Təhlili Bölməsi
doldurma vaxtı; V/P (sürət/təzyiq) keçidində təzyiq; axın cəbhəsindəki temperatur; toplu temperatur; doldurmanın sonunda kütlə temperaturu; kəsmə dərəcəsi və toplu; enjeksiyon yerində təzyiq; ejeksiyon zamanı həcmli büzülmə; dondurma vaxtı; dondurulmuş təbəqə hissəsi; atış çəkisinin faizi; hava tələləri; orta sürət; sıxac qüvvəsi mərkəzi; sıxac qüvvəsi; axın sürəti/şüaları; doldurmanın sonunda dondurulmuş təbəqə hissəsi; maddi mənbə; birinci əsas istiqamətdə boşluqda qalıq gərginlik; ikinci əsas istiqamətdə boşluqda qalıq gərginlik; əsasda oriyentasiya; dəridə oriyentasiya; təzyiq; enjeksiyon yerində təzyiq; doldurma sonunda təzyiq; tövsiyə olunan ram sürəti; kəsmə sürəti (Midplane/Fusion); divarda kəsmə gərginliyi; çökmə indeksi; temperatur; ötürmə qabiliyyəti; sürət (Midplane/Fusion); həcmli büzülmə; qaynaq xətləri; təzyiq saxlamaq
2. Soyutma Təhlili Bölməsi
dövrə soyuducu temperaturu; dövrə reynolds nömrəsi; dövrə metal temperaturu; dövrə axını sürəti; məhsulun yuxarı hissəsinin temperaturu; məhsulun alt hissəsinin temperaturu; məhsulun iki tərəfindəki temperatur fərqi; qəlib səthində soyuq qaçış temperaturu; məhsulun dondurulma müddəti; məhsulun maksimal temperaturu; kalıp üzərində soyuq qaçışçının maksimum temperaturu; məhsulun orta temperaturu; məhsulun maksimum temperatur mövqeyi; məhsulun temperatur profili; kalıbın sərhəd temperaturu
3. Çarpma təhlili bölməsi
birinci əsas istiqamətdə stress; ikinci əsas istiqamətdə stress; Mises-Hencky stressi; stress tensoru; birinci əsas istiqamətdə gərginlik; ikinci əsas istiqamətdə gərginlik; gərginlik tensoru; maksimum kəsmə gərginliyi; anizotrop büzülmə; izotrop büzülmə; əyilmə əyriliyi; maddi oriyentasiya; orta lif oriyentasiyası
Kalıp axını etdikdən sonra məhsul və qəlib dizaynında potensial problem aşkar edilə bilər, həmçinin məhsulun mümkün formalaşma qüsuru aşkar edilə bilər. Beləliklə, dizayn edərkən, bu problemlərin qarşısını almaq olar, bu da yoxlama vaxtını azalda və xərclərə qənaət edə bilər. Beləliklə, yüksək tələblər və ya böyük ölçülü avtomobil hissələri qəlibləri üçün dizayndan əvvəl kalıp axını etmək yaxşı seçimdir.
Dizayn zamanıAvtomobil Bamperinin Enjeksiyon Kalıbı

Hongmei Mold, armaturları yoxlamaq üçün xüsusi olaraq GD&T rəsmlərini yaxşı bilən peşəkar dizaynerlərə malikdir. Biz həmişə aşağıdakı qaydalara əməl edirik:
1. İlkin dizaynın tam olaraq sifarişçinin GD&T çertyojları əsasında hazırlanması və çertyojdakı bütün nöqtələrin yoxlanıldığından və tolerantlıq tələblərinin yerinə yetirildiyindən əmin olmaq.
2. Müştərinin rəyinə əsasən dizaynın təkmilləşdirilməsi və kalıbın emal və istifadə üçün asanlaşdırılması, eyni zamanda, emal xərclərinə qənaət etmək və istehsal müddətini azaltmaq.
3. Müştərimiz üçün gələcəkdə asanlıqla təmir oluna biləcəyi halda dizaynı çevik etmək.
Kalıp CNC Emalı

Həmçinin dizaynı bitirdikdən sonra layihə menecerimiz 3D strukturun rasionallığını yoxlayacaq, çünki bamper məhsulu böyük nazik divarlı injection qəlib hissəsidir, həm də material və səthdə yaxşı performans tələb edən xarici hissədir. Beləliklə, aşağıdakı məqamları diqqətlə yoxlamaq lazımdır:
1. Divar qalınlığı
Bamper qəlibi üçün divar qalınlığı balanslı olmalıdır, əks halda bərkimə və ya soyutma sürətinin fərqli olması səbəbindən qeyri-bərabər büzülməyə səbəb olacaq ki, bu da nəhayət məhsulun əyilməsinə, çevrilməsinə və ya boşalmasına səbəb olacaq.
2. Qaralama bucağı
Ən yaxşı çəkmə bucağını nəzərə alsaq, çəkmə bucağı daha böyükdür, onu sökmək daha asandır, lakin məhsulun qeyri-bərabər qalınlığına səbəb olacaq, buna görə də yaxşı məhsul əldə etmək üçün güzəşt edilmiş bucaq nömrəsini seçmək lazımdır.
3. Möhkəmləndirici qabırğa
Böyük ölçülü məhsul üçün, yalnız müəyyən bir divar qalınlığı ilə məhsulun formasına və ölçüsünə zəmanət verə bilməz, nəinki müəyyən gücü. Belə ki, çuxur, böyük çəngəl üzü və ya montaj nöqtəsi olan bəzi hissələrdə gücü və sərtliyi artırmaq üçün bəzi gücləndirici qabırğalar əlavə etmək lazımdır. Xarici məhsul üçün A SINIFININ səthinə qabırğa əlavə edilməməlidir. CLASS B üzlərində qabırğaların divar qalınlığı məhsulun divar qalınlığının 3/4-dən çox olmamalıdır. CLASS C&D səthində və ya bəzi aşağı səth keyfiyyəti tələbləri olan hissələrdə qabırğalar əlavə edilə bilər.
4. Dairəvi künc
Bir qayda olaraq, minimum yuvarlaq künc R0,5 olacaq və yuvarlaq küncü birgə üzdə yerləşdirməmək üçün, əks halda istehsal xərclərini artıracaq və çətinləşəcəkdir.
5. Delik
Çuxurun forması mümkün qədər sadə olmalıdır, həmçinin çuxur ilə divar arasında müəyyən məsafə olmalıdır.
Mənimlə əlaqə saxlayın

Qaynar Teqlər: Avtomobil Bamperi Enjeksiyon Kalıbı, Çin, Xüsusi, Keyfiyyət, Moda, Yeni Stil, İsti satış, Populyar, Ucuz, Almaq, Ən Son Satış, Topdansatış, Ən yeni, Aşağı qiymət, Zavod, Çin istehsalı, Qiymət, İstehsalçılar, Təchizatçılar, OEM, ODM , Vaxtında Çatdırılma, Pulsuz Nümunə
Məhsul etiketi
Sorğu göndərin
Sorğunuzu aşağıdakı formada verməkdən çekinmeyin. 24 saat ərzində sizə cavab verəcəyik.









X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti