 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Autocar Tank Radiator Enjeksiyon Kalıbı
Autocar Tank Radiator Enjeksiyon Kalıbı
Kalıbın təsviri
Kalıp Çeliği: P20
Kalıp boşluğu: Tək və ya Çoxlu
Məhsulun materialı: PA66+GF30%
Enjeksiyon sistemi: Soyuq qaçış
Çıxış növü: Ejektor Pin
Dövr müddəti: 50S
Niyə Tank Radiator materialı PA66+GF30% seçməlisiniz?
Avtomobilin inkişafı ilə yüngül, praktikada yuxarı və aşağı tank radiatorlarıAutocar Tank Radiator Enjeksiyon Kalıbımis əvəzinə mühəndislik plastikləri ilə əvəz olunur, adətən şüşə lif materialı əlavə etmək üçün neylon 66 istifadə olunur. PA66 yüksək temperatura və korroziyaya yaxşı müqavimət göstərir, belə ki, su kamerasının hissələri bütöv və əyilməzdir. Üst və aşağı çən avtomobilləri mis əvəzinə mühəndislik plastikləri ilə əvəz olunur, adətən şüşə lifli material əlavə etmək üçün neylon 66 istifadə olunur. PA66 yüksək temperatura və korroziyaya yaxşı müqavimət göstərir, belə ki, su kamerasının hissələri bütöv və əyilməz. Eyni zamanda, yaxşı çeviklik və gözəl tank radiatorları hissələri var.
Tank radiator qəlibinin quruluşu
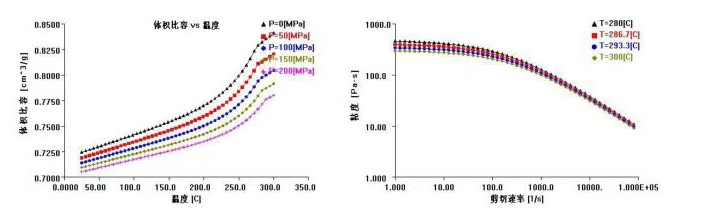
Kalıbın strukturunun müəyyən edilməsində qəlib sistemi və faktiki istehsal vəziyyəti nəzərə alınmalıdır. ÇünkiAutocar Tank Radiator Enjeksiyon Kalıbıməhsullar yan əsas çəkmə quruluşudur, buna görə bir qəlibin istifadəsi bir boşluq qəlib quruluşu, test qapısı istifadə edərək qapı. Avtomatik tank radiatoru uzun düz parçalardır, hissələrin ortasına qapı uzun düz parçalar qoyulduqda, ərimiş molekulların doldurulması prosesində və lif oriyentasiyasında plastik görünəcək, məhsulun bükülməsinə fərqli oriyentasiya meydana gəlir və istiqamətə paralel və perpendikulyar axınına krekinq gərginliyinə meylli olacaq, çünki aşağı gücü axınına perpendikulyar, gərginlik krekinqinə daha çox meyllidir. Beləliklə, Hongmei-dəki qəlib dizayn mühəndisləri qapını məhsulun bir ucuna yerləşdirməyə qərar verdilər.
Məhsulun dizayn yoxlaması:
HONGMEI MOLD tərəfindən hazırlanmış və ya müştərilər tərəfindən təklif olunan məhsul dizaynından asılı olmayaraq, biz həmişə hərtərəfli təhlil və yoxlama aparırıq, məsələn, Plastik Kalıplama prosesinin mümkünlüyü, Plastik Kalıpların strukturu və hərəkətinin mümkünlüyü, vəziyyətə uyğun gələn bütün əlaqəli plastik komponentlər və s. Bu, Plastik Kalıplardan qaça bilər. məhsulun dizayn səhvindən qaynaqlanan düzəliş, qırıntı və digər lazımsız Plastik Kalıpların təmiri. İnanırıq ki, dizayna daha 10 dəqiqə sərf edirik, bir ay istehsalda azalma ola bilər.
Dəqiq təhlil, Plastik Kalıp dizaynı üçün rasionallıq təhlili, ən yaxşı emal təhlili və Plastik Kalıp struktur tətbiqi ilə, müştərinin tələb etdiyi kimi ən uyğun Plastik Kalıp performansı və texniki spesifikasiyası ilə ən peşəkar həllər təklif edir.
Yoxlama bir çox aspektləri əhatə edir, məsələn, Plastik Kalıpların intensivliyi, qəlib axınının təhlili, Plastik Kalıpların çıxarılması, soyutma sistemi, istiqamətləndirici sistemin rasionallığı, Plastik Kalıpların ehtiyat hissələrinin spesifikasiyasının tətbiqi, müştərilərin maşın seçimi və xüsusi tələblərin tətbiqi və s. bunlardan HONGMEI MOLD Plastic Fords dizayn standartına uyğun olaraq yoxlanılmalıdır.
Polad satınalma yoxlaması:
Ciddi yoxlama prosesi və ehtiyat hissələrin alınmasına vaxt nəzarəti, hissələrin standartlaşdırılması, ölçü dəqiqliyi, Plastik Kalıp materialının sərtliyi və material qüsurlarının aşkarlanması və s.
Kalıp istehsalı yalnız qəlib dizaynı, CNC emalı və yığılması deyil. Yaxşı bir qəlib şirkəti təkcə bununla maraqlanmır, onlar qəlib axını, qəlib ölçüsünün yoxlanılması, qəlib CNC dəqiqliyi, su kanalının yoxlanılması və qəlib cilalanması dərəcəsi kimi detallara daha çox diqqət yetirəcəklər.

Yoxlama avadanlığı
1. sürüşən kaliper
2. Multimetr
3. Hardometr
4. Ölçü lenti
5. Mikrometr kalibrləri
6. CMM maşını
Görünüş Yoxlama Standartları
1. Kalıbın əsas ölçüsü standart olmalıdır
2. Kalıbın əsas səthinin səliqəli və hamar olması
3. Kalıp poladı müqavilə ilə eyni olmalıdır
Kalıp quruluşu
1. Ağlabatan qəlib quruluşu
2. Slaydlar hamar olmalıdır və istilik müalicəsi lazımdır, slaydda yağ yivi var
3. Qaldırıcı, daxiletmə və enjeksiyon sancağı, kol hamar işləməlidir.
Soyutma sistemi
1. Ağlabatan dövrü soyutma sistemi
2. Hamar su kanalı, su və hava sızması yoxdur
3. Su kanalının interfeys ölçüsü rəsmlə eyni olmalıdır
Enjeksiyon sistemi
1. Yerləşdirmə halqası enjeksiyon maşınına uyğun olmalıdır, əsas qaçış ölçüsü və yamac dizaynı ağlabatan olmalıdır.
2. Qidalanma üsulu və budaq qaçışı ağlabatan mövqedə olmalıdır, darvaza yıxılmaq üçün asandır
3. Parting Line dizayn ağlabatan
4. Bəzi qəliblərdə gün/Ay/İlin tarixi və ya material və ya loqo qeyd olunur
5. Enjeksiyon sancağı dizayna uyğun olmalıdır
Sorğu göndərin



X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti